Разработка технологии производства сложной конструкции зачастую представляет собой довольно трудоемкий и дорогостоящий процесс, особенно когда это касается композиционных материалов. Использование специальных программных продуктов для моделирования производства композитов, бесспорно, упрощает поставленную задачу.
С 1965 года в Париже ежегодно стартует международная выставка JEC Composite, которая собирает ведущих специалистов в области композиционных материалов. Здесь можно узнать о новейших разработках, предназначенных для производства композитов, методиках их испытаний и расчетов. В 2011 году на выставке была представлена панель, полученная методом RTM, которую удалось пропитать в один этап.
Специалистами ГК «ПЛМ Урал» - «Делкам-Урал» было принято решение для выставки JEC Composite 2012 разработать схему пропитки для этого изделия, используя специализированный программный продукт PAM-RTM от компании ESI Group. Численное моделирование позволяет сократить количество стендовых испытаний и соответственно снизить материальные и финансовые затраты, необходимые для производства композитов. Разработанная технология должна была позволить получить композитную конструкцию без сухих областей.
В данной работе были поставлены следующие цели:
- Моделирование процесса пропитки изделия (Результат: время пропитки, фронт пропитки, количество затраченного связующего).
- Прогнозирование образования непропитанных областей заготовки.
- Рекомендации для уменьшения площади непропитанных зон.
Подготовка модели проводилась в пакете Visual-Mesh. Основные этапы подготовки геометрии включали в себя:
- Импорт 3D геометрии из CAD системы NX в Visual-Mesh (например, используя расширение *.igs).
- Создания серединой поверхности модели с помощью встроенного функционала Visual-Mesh.
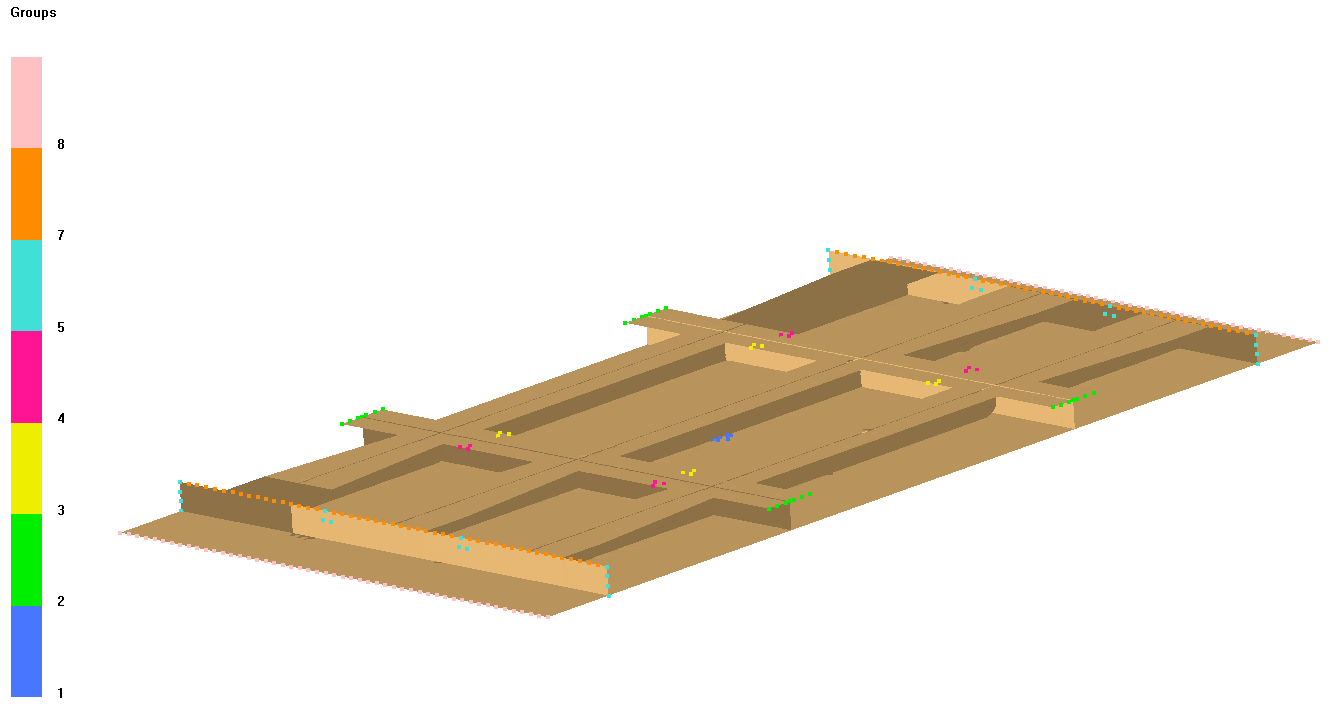
- Разбиение имеющейся геометрии модели на отдельные зоны в зависимости от количества слоев материала.
- Создание конечно-элементной сетки на геометрии серединной модели. (На границах зон сетка задается узел в узел).
- Импорт полученной сетки в PAM-RTM для проведения последующей пропитки изделия.

При расчете учет многослойности был осуществлен за счет создания зон, каждая из которых имела собственную толщину и ориентацию волокон в соответствии с реальной моделью.

Перед запуском на расчет в PAM-RTM необходимо задавать свойства материала и смолы. Для исследуемой задачи основными исходными данными к работе являлись следующие параметры:
- Плотность смолы: 1000 кг/м3.
- Вязкость смолы: 0.7 Па с.
- Проницаемость волокна: K1=1 10-10 м2, K2=3 10-10 м2, K3=1 10-9 м2 (Значение выбрано условно, исходя из стандартной базы и не соответствуют реальному материалу).
- Содержание волокна: 40 %.
- Толщина монослоя 0.2 мм. Для каждой зоны толщина задается в соответствии с количеством слоев.
Процесс дегазации в моделируемых задачах не учитывался.
После подготовки сеточной модели и задания свойств материала, используемого в детали, были проведены расчеты нескольких схем пропитки композитной конструкции. Переменным параметром было расположение границ отвода и подачи связующего.
Моделирование процесса пропитки изделия
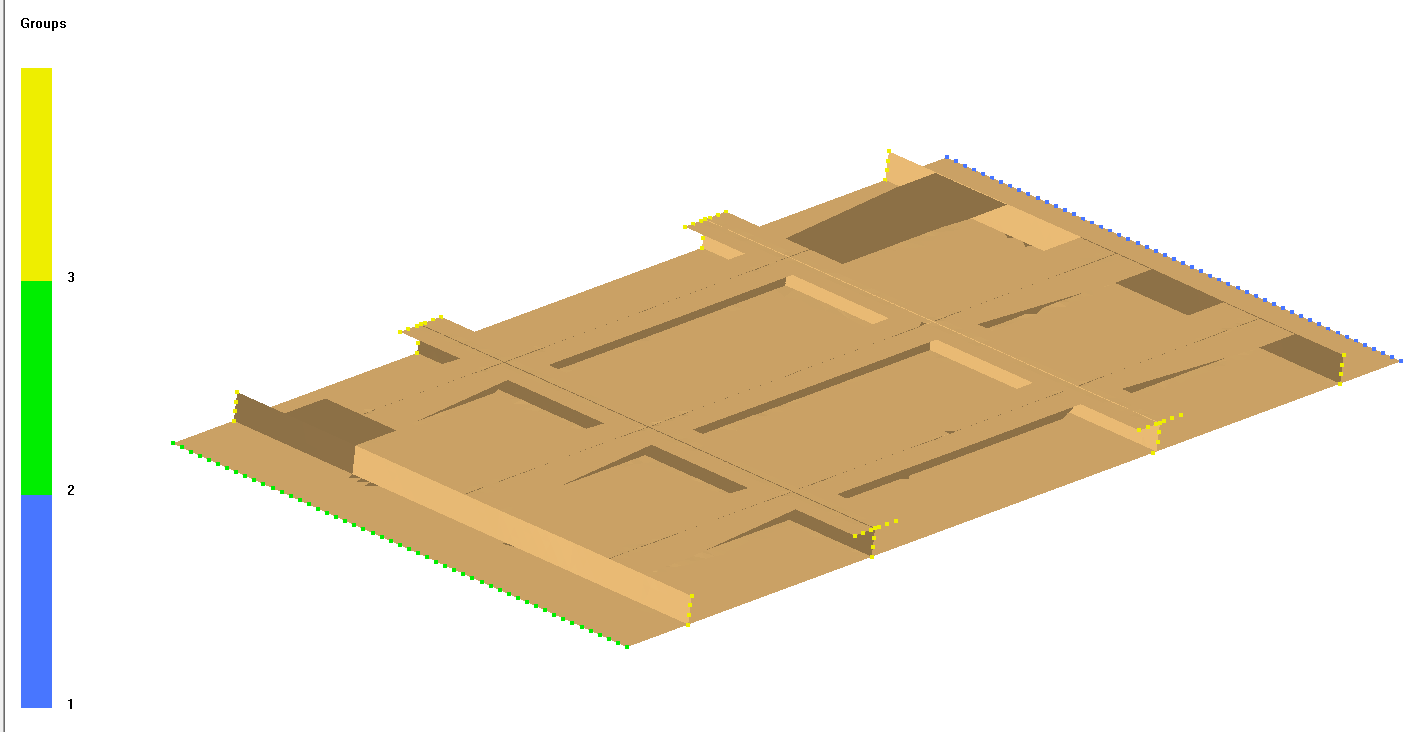
В первой задаче использовалась следующая схема пропитки: подача связующего осуществлялась через узлы бокового торца Group 1.
При решении данной задачи учитывались свойства смолы и материала, толщина конструкции, процентное содержание волокна и условия подачи и отвода связующего вещества.
Целью было определение фронта распределения смолы, вычисление объема затрачиваемого связующего и времени необходимого на пропитку изделия, напрямую зависящую от проницаемости материала. В связи с тем, что данные по проницаемости были выбраны условно, результаты, полученные в данной работе, позволяют лишь оценить картину процесса пропитки.
При разработке технологии производства композита и в частности пропитки конструкции, необходимо учитывать, что в изделии могут остаться сухие зоны материала. В расчетном модуле PAM-RTM существует возможность автоматически определить наличие подобных дефектов.
Задача 1


Моделирование первой задачи показало, что при данной схеме подачи и отвода связующего в изделии остается большое количество непропитанных областей.
В связи с этим было предложено проанализировать еще несколько подходов, в которых реализованы альтернативные схемы подачи и отвода связующего вещества.
Задача 2


Задача 3

Задача 4


Задача 5
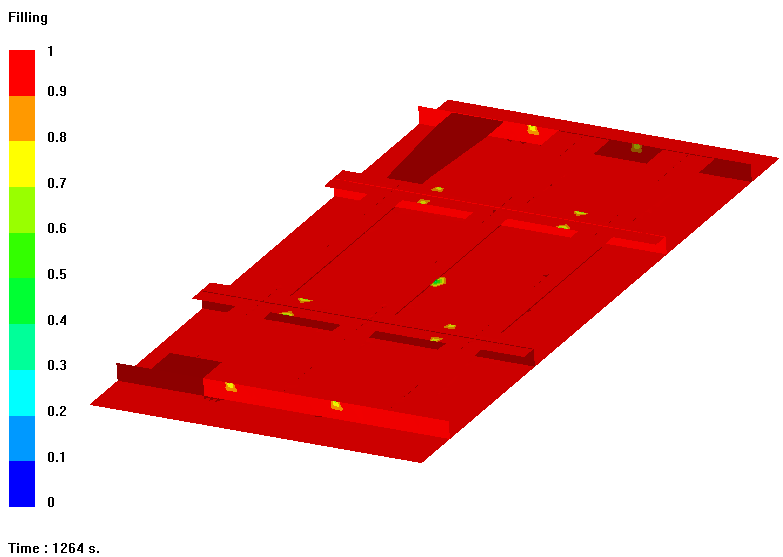
Наиболее оптимальным способом пропитки оказался последний вариант (подача ведется в центр конструкции под давлением 1 атм). При данной схеме количество непропитанных зон в конструкции минимально. Сухие области наблюдаются только в местах подачи и отвода связующего. Данные дефекты можно исключить, увеличив допуск на обработку.
Таким образом, программный продукт PAM-RTM позволяет разрабатывать оптимальную технологию производства сложных композитных деталей, варьируя различные параметры, для получения полностью пропитанных изделий без дефектов.


