Одной из задач ОАО НАЗ «Сокол» было моделирование отливки сложной крупногабаритной детали.
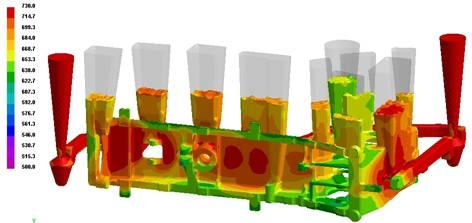
Проблема, связанная с получением такой отливки, заключалась в появлении многочисленных холодных трещин. Поэтому расчет проводился в первую очередь с целью определения тепловой картины охлаждения отливки в форме и конечного напряженно-деформированного состояния изделия.
Анализ моделирования показал, что система питания отливки жидким металлом разработана качественно: кристаллизация отливки имеет строго направленную структуру и появление усадочных дефектов полностью подавлено. Выявлены опасные места - зоны с неравномерными толщинами стенок отливки, где происходило возникновение напряжений в результате неравномерного охлаждения, а также места, где имело место сопротивление усадке металла стержнями.
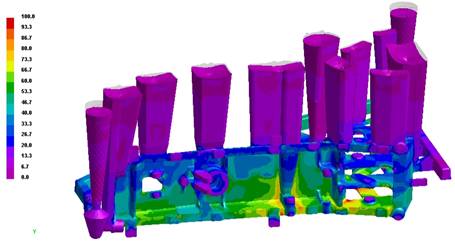
Оценка напряжено-деформированного состояния выявила опасные места в отливке с высокой концентрацией остаточных напряжений.

Параметры технологического процесса:
- материал отливки: АМ4,5кд;
- масса отливки: 32 кг;
- материал холодильников: сталь 20Л;
- материал формы: песчано-глинистая смесь;
- время заливки: 15 сек.
