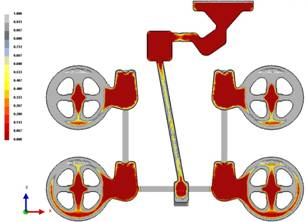
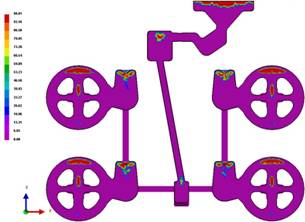
Другой пример моделирования – отливка «Звездочка» Ульяновского автомобильного завода. Из-за ограничений автоматической формовочной линии с вертикальным разъемом было трудно обеспечить направленное затвердевание отливок в форме, что приводило к появлению многочисленных усадочных дефектов.
Основной задачей моделирования являлось определение характера кристаллизации сплава в форме после заливки.
По результатам расчета была оптимизирована технология изготовления отливки, позволившая исключить дефекты размыва формы и песчаных засоров за счет оптимизации литниковой системы, а также значительно сократить дефекты усадочного происхождения
Параметры технологического процесса:
- материал отливки: ВЧ-50;
- масса металла на форму: 13 кг;
- температура заливки металла: 1410°С;
- материал формы: песчано-глинистая смесь;
- время заливки формы: 11 с.
Изображение

Эксперт
Абдуллин Альберт Данильевич
Решения
Литье металлов